Well now, that was a surprise. I started getting some unexpected Twitter and Facebook notifications. I was surprised to find I was highlighted by Simplify3D for their Print of the Week.
This week's Print of the Week goes to user @TGAW for this huge multicolor print using a single extruder and multiple processes! #S3DPOTWpic.twitter.com/fiSdN3IwtZ
This five color print is for a friend in Crookston, Minnesota. I, of course, use my beloved Simplify3D Multiple Processes. I believe it is my largest multi-colored print– it took up the whole bed of the MakerGear M2.
I’m glad Simplify3D enjoyed the print. I hope my friend does as well!!! 🙂
One of my Maker Faire Nova experiments was filing prints with sand. I am still new to the process, but already had a few tips to pass along.
And since it has been a while since I went into detail about multiple processes in SImplify3D, I decided to do a tour of my slicing settings of the two prints.
Ending Script of my First Print of the Ribbon:
G91 ; relative mode
G1 Z10 ; lift 10mm
G1 X30; move over 30mm
Starting Script of my Second Print to Finish the Ribbon:
G90 ; absolute mode
Not a project or video of mine, but I just love this example of an embedded object by RJ Make. He shows us how to extra Magnetron Tubes and then uses Simplify 3D to embed it in a print.
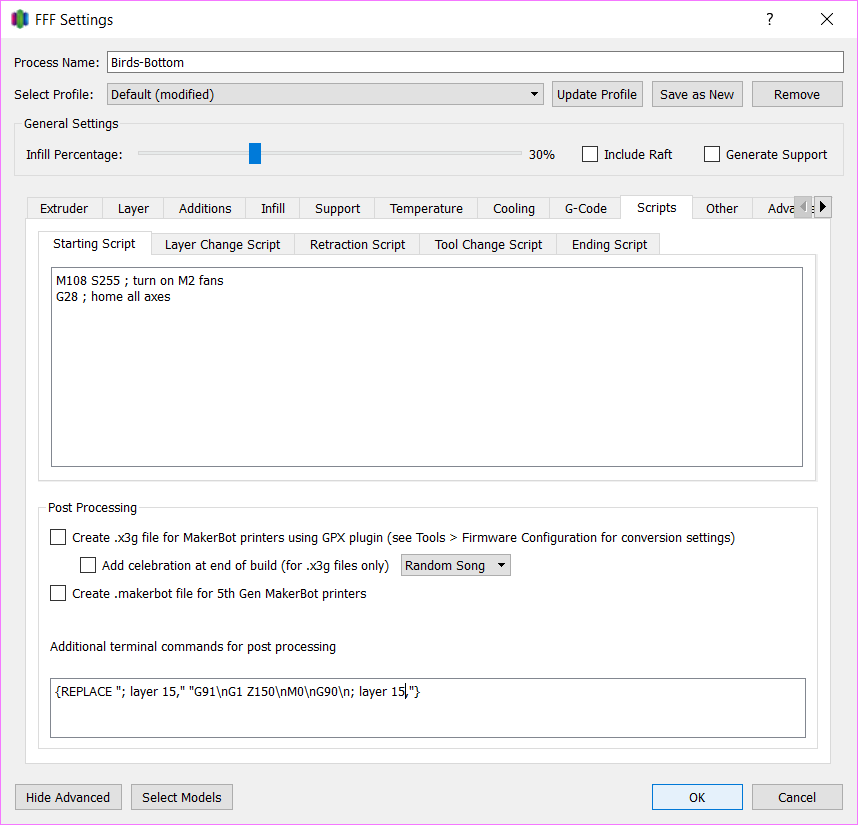
RJ uses a different Simplify 3D technique than I do. I tend to rely on Multiple Processes with custom Starting and Ending Scripts. RJ takes advantage of another section of that Scripts tab. In the Additional terminal commands for post processing, you can set up special code that runs against the G-Code Simplify3D makes to print your object.
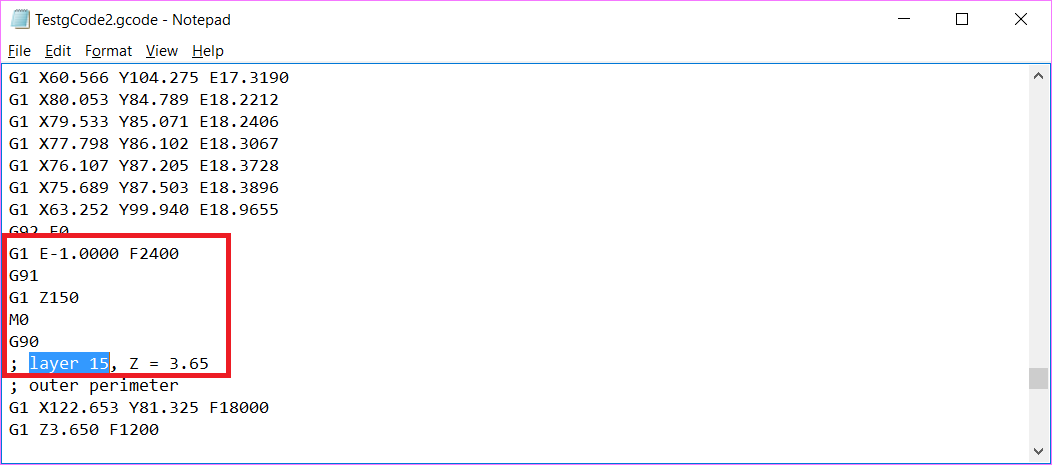
If you pull up your G-Codeinto a text editor like Notepad, you can see that each layer is prefixed with a comment in the G-Code. In the screenshot below, the text “; layer 15,” indicates the very start of my Layer #15.
This gives you a nice place mark and opportunity to do a search and replace . You use \n for your Carriage Returns. Other than that, everything is normal G-Code.
In RJ’s case, he told Simplify 3D to find the spot in his gCode where Layer 54 is about to begin and he replaced it with:
G91 (putting the machine in relative mode)
G1 Z150 (telling the machine to move the nozzle up 150mm
M0 (the pause command for RJ’s printer)
G90 (putting the nozzle back into absolute mode so it has its bearings when RJ resumes the print).
I tried it out in my Simplify 3D (for a much smaller print at Layer 15)
Simplify 3D compiled the G-Code and ran the Search and Replace, so the additional commands were at the very right spot, right before my Layer 15.
One thing that intrigues me about this technique is what I call my “sealing” layers, the layers that will be sealing my object in. Often these are the very first layer of a brand new process, so they are picking up my First Layer Settings (which I do adjust accordingly). When you use this technique, the sealing layer would be picking up the bridging settings.
At the time of publishing this video, I have about 8 days left until Maker Faire Nova on March 19, 2017. More information about the event and tickets can be purchased at http://nova.makerfaire.com/
For my third time participating, I am focusing on 3D prints with embedded elements. With the help of my MakerGear M2, the Wanhao Duplicator i3, and my ever trusty Simplify3D, here’s what I got brewing:
For this video, I get to share a fun project I did for a new brewery called Heroic Aleworks! You can find them at http://www.heroicaleworks.com
The owners of Heroic Aleworks, don’t just consider themselves brewers, but nerds as well! As a great compliment to their very geeky tasting room (they even have a bathroom painted like a tardis), they have 3D Printed Tap Handles.
This is a great illustration of the “rapid product development” 3D Printing is touted for. They approached me on a Tuesday and we had working Tap Handles by Friday!
To make the tap handles functional, we embedded a standard 3/8″ nut into the print itself to screw onto the keg hardware and that’s where the project got fun!
This video talks about how thinking about the printing orientation ahead of time impacted the design, particularly with the consideration of the hole for the nut.
It also goes over my multiple processes in Simplify 3D and my custom starting and end scripts (same old, same old– very similar to what was used for embedding mirrors and the multi colored Gyro Cube).
Design Notes:
Final Dimensions for my Hole for 3/8″ Nut – 15mm x 17.8mm x 9mm
Final Dimensions for Octagon Hole for Bolt – 11mm Diameter
Custom Ending Script for my processes:
G91 ; relative mode
G1 Z100 ; lift 100mm
Custom Starting Script for Third Process
G90 ; absolute mode
Custom Starting Script for Final Process (After Color Change)
G92 E0 ; zero extruder
G1 E25 F225 ; purge nozzle
G92 E0 ; zero extruder
G90 ; absolute mode
When we are pushing the limits, we are going to encounter fails. But through failure comes knowledge and at times, it even brings about extra creativity. On that note, I hope 2017 brings you many fails!
In December, I did a last minute contribution to the A Pyro Design Maker Coin Holiday Tree. In my coin, I wanted to celebrate the failures that comes along with learning 3D Printing. I call it, “From Failure Comes Knowledge“. This video details the inspirations behind the coin, a little taste of the modeling in Blender, and the [embarrassing] two fails I had printing it.
My very first Thingiverse upload was glowing pumpkin pendants/pins for kids. This video hits briefly on how I print these via Multi-processes in Simplify3D (Spoiler alert – they are three separate prints). It will also show you how you can import in the pendant template into TinkerCAD and quickly make your own customizations. Finally, have a drawing you want to use? I’ll go over using Inkscape to make a SVG file from a black and white image/photo/scan that you can also pull into TinkerCAD to “carve” your pumpkin.
I’ve led a bit of a charmed 3D Printing life. I’ve had my bobbles and frustrations, but overall, I have been floating by with relatively few worries, a happy little 3D Printing Princess without a care in the world. La la la la la.
And so it happens I have never ever done a cold-pull. Well, until recently.
I purchased a bag of used extruder/hot ends from another MakerGear owner. They arrived with eSUN Cleaner Filament in them and a note to do a cold pull when I was ready to use them.
Now, I know roughly what a cold pull is… and the term is a little self explanatory. Though one could also argue the term “sweet tea” is self explanatory as well and I thoroughly baffled a waitress in upper Michigan once with that beverage order.
When it was time to use my “new” nozzles, vaguely knowing the concept of a cold pull wasn’t going to cut it. I needed some specifics.
I unplugged the power to everything on the extruder I wanted to remove– my thermistor, the heating block, my 40mm fan, my 50mm fan.
I got out my Allen wrench and removed the fans and the filament drive.
I plugged in the thermistor and the heating block of the new nozzle. Holding it by the groove mount (I couldn’t get it in the Filament Drive until I removed the eSun filament), I used Simplify3D to heat the nozzle to 240 degrees.
Once there, I pushed the eSun filament with my hand and confirmed it was coming out of the nozzle.
Then I turned off the heat and watched the stats in Simplify3D.
I watched, waited (and regretted not having a better way to hold the nozzle) until the temperature hit 90 and then I tried to pull the filament out by hand. I actually did not succeed until the temperature hit 80 and I had some help with pliers. Then the filament pulled out and was the most lovely little, clean whisker.
Once the nozzle finished cooling, I slipped the groove mount into the filament drive and assembled everything back together (Being careful to make sure the 50mm fan goes into Fan 0 and the 40 mm fan goes into Fan 2)
And after that I checked my Z-End Stop calibration by Homing the Z-Axis and checking with a business card.
What I’ll Do Differently Next Time
So…. I had the foresight to grab a pair of needle nosed plyers with the intent of holding my hot end by the groove mount while it was hot. Know what I didn’t do? Test those plyers to make sure they’d be able to get a good grip on that rounded surface. So I ended up holding that thing with my bare hands. It was do-able.. but did get uncomfortable at times. Next time I will be better prepared. If not better plyers, then gloves. : )
As the Nova Mini Maker Faire came to a close, my demonstration print was far from done. I stopped the print, turned off and unplugged the machine, loaded the machine up into the trunk of my car, drove the 26 miles home (with a strategic stop by Burger King for some yummy yummy Chicken Fries), and set the machine back up at home. A week later, I was ready to start printing again and I wanted to start where I left off. I was able to do so with my trusy MakerGear M2 and Simplify3D. Here’s how!
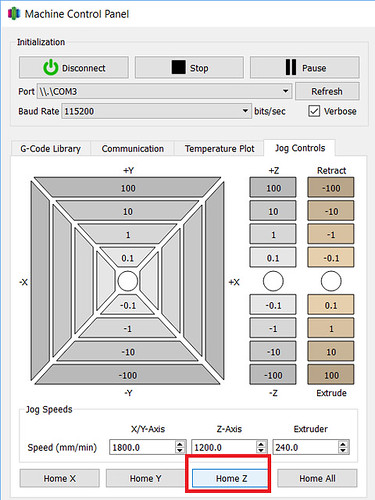
Homing the Axes
Before I could resume printing, I needed to rehome all my axes so my nozzle had all its bearings, particularly the tricky Z axis. In this case, my print was not very high, so under the Machine Control Panel in Simplify3D, I was able to move the bed around to a good spot for me to hit Home Z without my print hitting the nozzle or the X axis support bar.
Homing the Z axis can be trickier with taller prints. Since the MakerGear M2 set its Z-Endstop with a bolt on the side of the bed and it has a removable glass bed, I do have a little “hack”. When resuming taller prints, I remove the glass bed, home all the axes and then replace the bed. Sometimes there is a slight variation with the positioning of the print, but so far it has not been very noticeable in my final prints.
Where to Restart
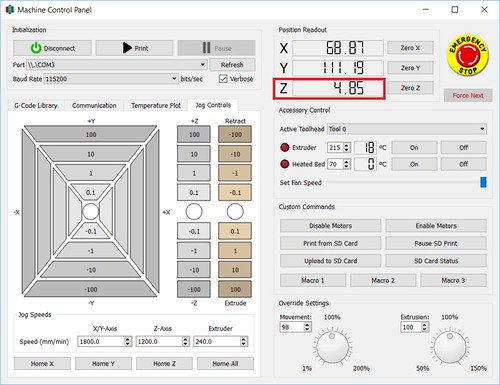
I know, I know. There are downsides to printing via the USB cable. An upside though– in Simplify3D, you have a continuous update of exactly where the nozzle is, most notably how high it is in the Z axis. In the case of my Maker Faire print, I was the one that stopped the print, so I was able to note and record the exact Z position I stopped off at. That meant I knew exactly what height I wanted to restart the print at.
Sometimes I don’t have that kind of information at my disposal. The other week, I had a filament tangle. I returned to my print to find the printer had been printing nothing for who knows how long. In those cases, I use the Jog Controls tab in the Machine Control Panel to do some sleuthing:
I start with my nozzle way above the print and I lower the Z position until I get close. The closer I get, the smaller the increments I move down, until I am using the -0.1 Z button. When I feel I am pretty much there, I pick an inconspicuous spot on the print and move the nozzle on top of it to make sure the nozzle is just barely above my print. I have found that sometimes touch is easier than sight, so I use a handy dandy business card to gauge the distance. Once I’m satisfied, I only have to refer to the positioning information in Simplify3D to get my Z startng point.
Resuming the Print
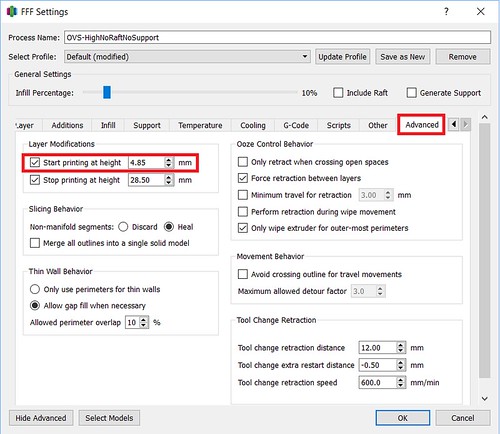
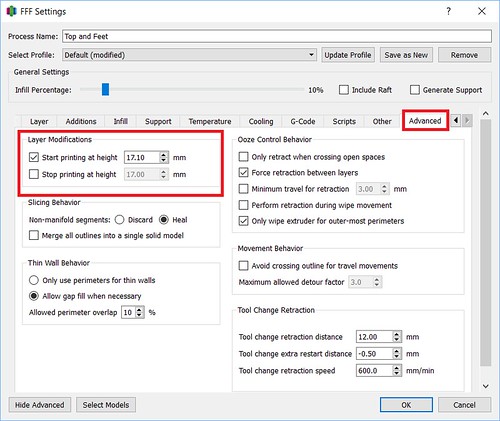
Next I tell Simplify3D where it needs to start printing. I do that under the Advanced tab and setting the Start Printing At Height setting.
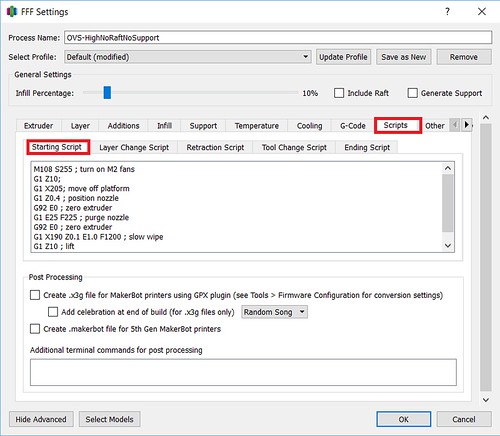
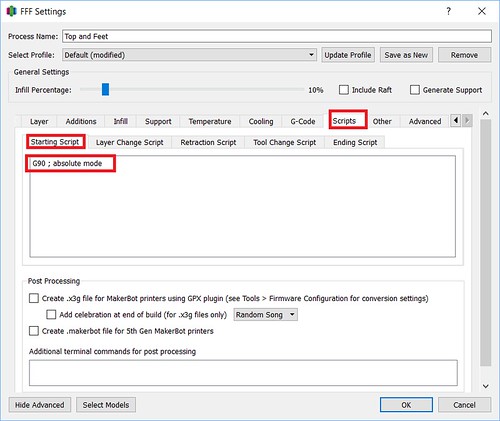
Finally, I need to give attention to my Starting Script in the Scripts tab. There are steps in the normal start up script I do not want to run. For example, I don’t want to home my axes (G28;)– I already did that manually. And depending on the object and its positioning on the bed, I may opt to alter other steps that may cause the nozzle to collide with my print. In the case of my Maker Faire print, I made some slight adjustments to the script that has the nozzle go off to the side of the bed to ooze some filament before beginning. I still wanted to do that, but I wanted to make sure the nozzle lifted up high enough (G1 Z10;) to safely cross over my object.
My normal Starting Script went from:
M108 S255 ; turn on M2 fans
G28 ; home all axes
G1 Y50 Z0.3 F9600 ; move forward to avoid binder clips
G1 X205 Z10 ; move off platform
G1 Z0.4 ; position nozzle
G92 E0 ; zero extruder
G1 E25 F225 ; purge nozzle
G92 E0 ; zero extruder
G1 X190 Z0.1 E1.0 F1200 ; slow wipe
G1 X180 Z0.25 ; lift
To
M108 S255 ; turn on M2 fans
G1 Z10;
G1 X205; move off platform
G1 Z0.4 ; position nozzle
G92 E0 ; zero extruder
G1 E25 F225 ; purge nozzle
G92 E0 ; zero extruder
G1 X190 Z0.1 E1.0 F1200 ; slow wipe
G1 Z10 ; lift
Of course, your mileage may vary, but hopefully some of this information translates or inspires a technique that works with your printer and slicer. Happy Printing!
My sister turned 40 this month and get this– I have never, ever, ever printed her anything. I printed something for her husband, but not her. Bad Vicky! That definitely needed to change. Her house is a very visually stimulating house. They have a variety of lighting and effects– think blacklights, giant flatscreens with screensavers dancing to the music, lasers making patterns on the walls, lava lamps. I wanted my design to fit in and interact with the lighting in her house. I wanted something with mirrors.
Designing
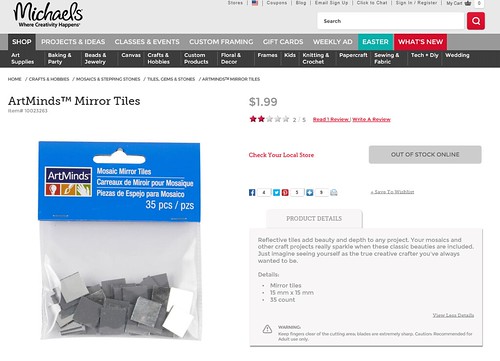
At Michael’s I bought little mosaic mirrors– 35 of them for $1.99.
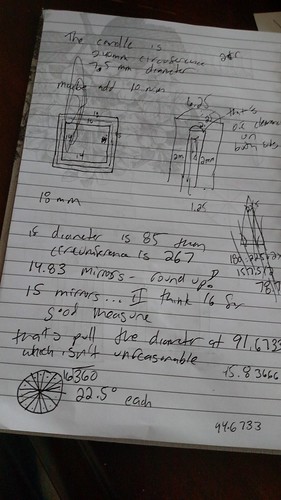
Then I got out the trusty calipers. There was some variance in the measurements, but the mirrors were pretty much 15 millimeters by 15 millimeters and 1.75 thick. I designed in cavities into my model for the placement of the mirrors. I used 0.5 millimeter clearance– which meant my “hole” came out to 16 x 16 millimeters and 2.25 thick.
All my design work was in Blender. I decided my design was going to built out of a series of 18 x 18 millimeters squares– each ready to hold a mirror. I used some simple math to figure out how many mirrors I would need to be a good stand for a 3″ pillar LED candle and the ultimate radius of my final product.
I made one template square and put in the proper placement of where it would be in the final holder. Another simple math equation told me how many degrees I would have to angle each piece.
360 degrees / # of Mirrors
So for example, in a design with 15 mirrors, each piece would be angled 24 degrees from the previous one. If I did 14 mirrors, each piece would be angled 25.714 from each other.
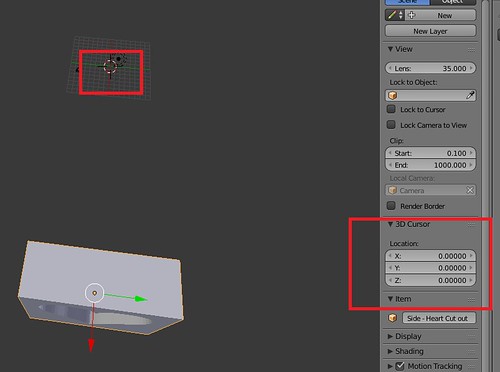
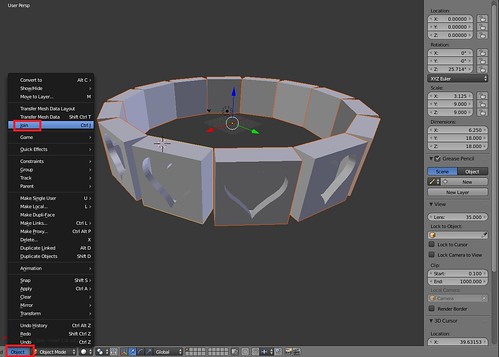
In Blender, when you rotate items, you are rotating around the Point of Origin of that object (where the little yellow dot appears when you select the Object).
Usually this is the Center of Mass of the object, but guess what! You can control it and the origin doesn’t have to be in the object itself. Once I had my template square in its proper position in the final candle holder, I placed my 3D Cursor at 0,0,0.
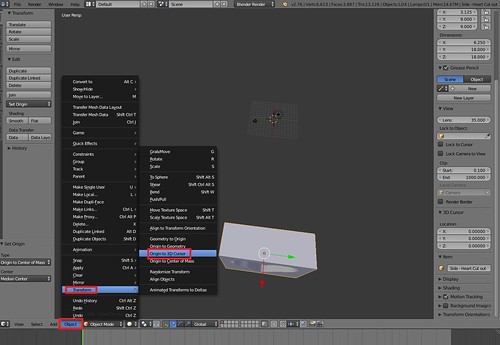
I went to Object->Transform->Origin to 3D Cursor.
This meant the origin was right smack in the middle of my candle holder. It also meant, when I rotate, I rotate around that point.
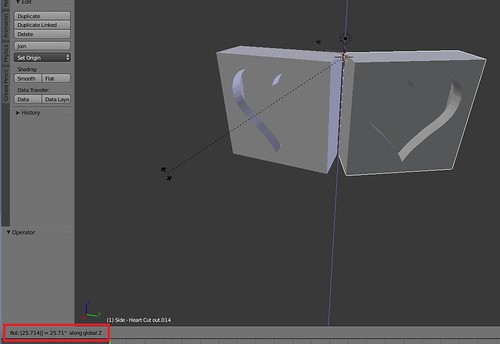
So I proceeded to Duplicate the square, hit R (for Rotate), hit Z (for around the Z axis) and then type in my angle (25.714).
I would then Duplicate that square and Rotate it and so on until I had my entire ring. I did Object->Join to merge all my panel pieces into a single object.
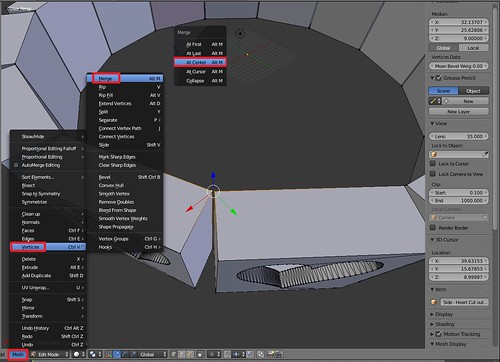
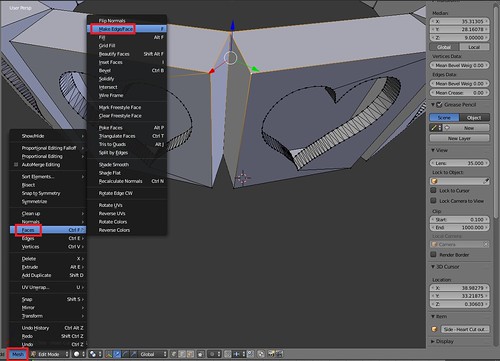
I switched to Edit mode and did some cleanup. I Merged Vertices that were close together and then added in new Faces to fill in the gap.
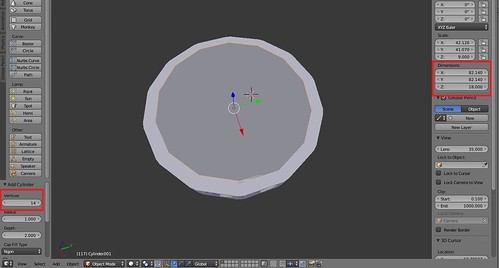
The inside of the candle holder is a 14-sided Cylinder. When you add a new Cylinder, you can specify the Number of Sides. I made it match the number of mirrors.
I cheated with the placement of the three feet. I added a 3-sided Circle and used that to help me determine where the place my feet.
Under Modifiers I did a Boolean Union on my panel piece, my inside cylinder and my feet and voila– I had a model!
Slicing – Simplify3D
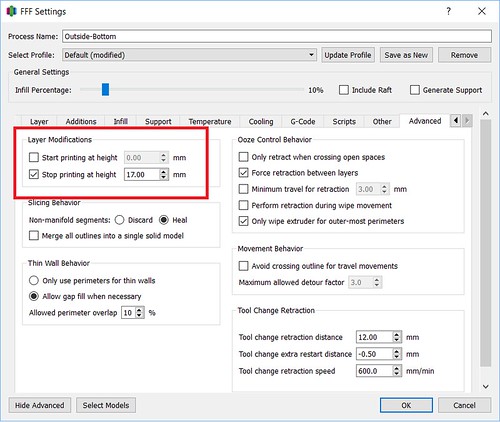
In Simplify3D, I set up two separate processes. The first process ran from the 0.00mm – 17.00mm (You can set that up in the Advanced tab under Layer Modifications). That is the point right before my mirror cavities would get sealed up.
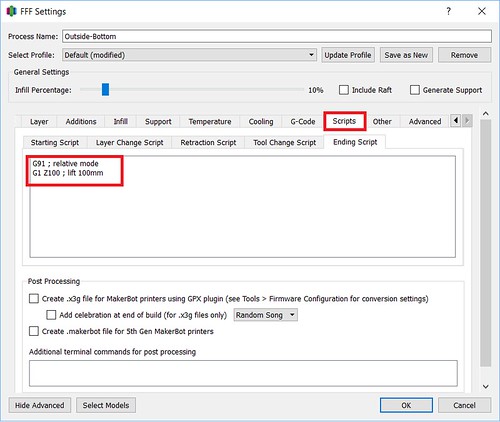
Usually when a process finishes, it’ll run a default ending process– turning off the extruder and disabling the motors, completely dropping the bed. I didn’t want that to happen. In this case, I just wanted the bed to drop down enough for me to put those mirrors in without burning myself and more importantly, get that hot nozzle off my print so it isn’t melting and deforming it and making it hard for me to slide my mirrors in. I went under Scripts and customized my Ending Script. Instead of the usual process, I did two simple steps:
1) I changed it to Relative mode, so my next instruction would use the nozzle’s current position as it’s starting point
2) I told it to move the nozzle up 100mm.
G91 ; relative mode
G1 Z100 ; lift 100mm
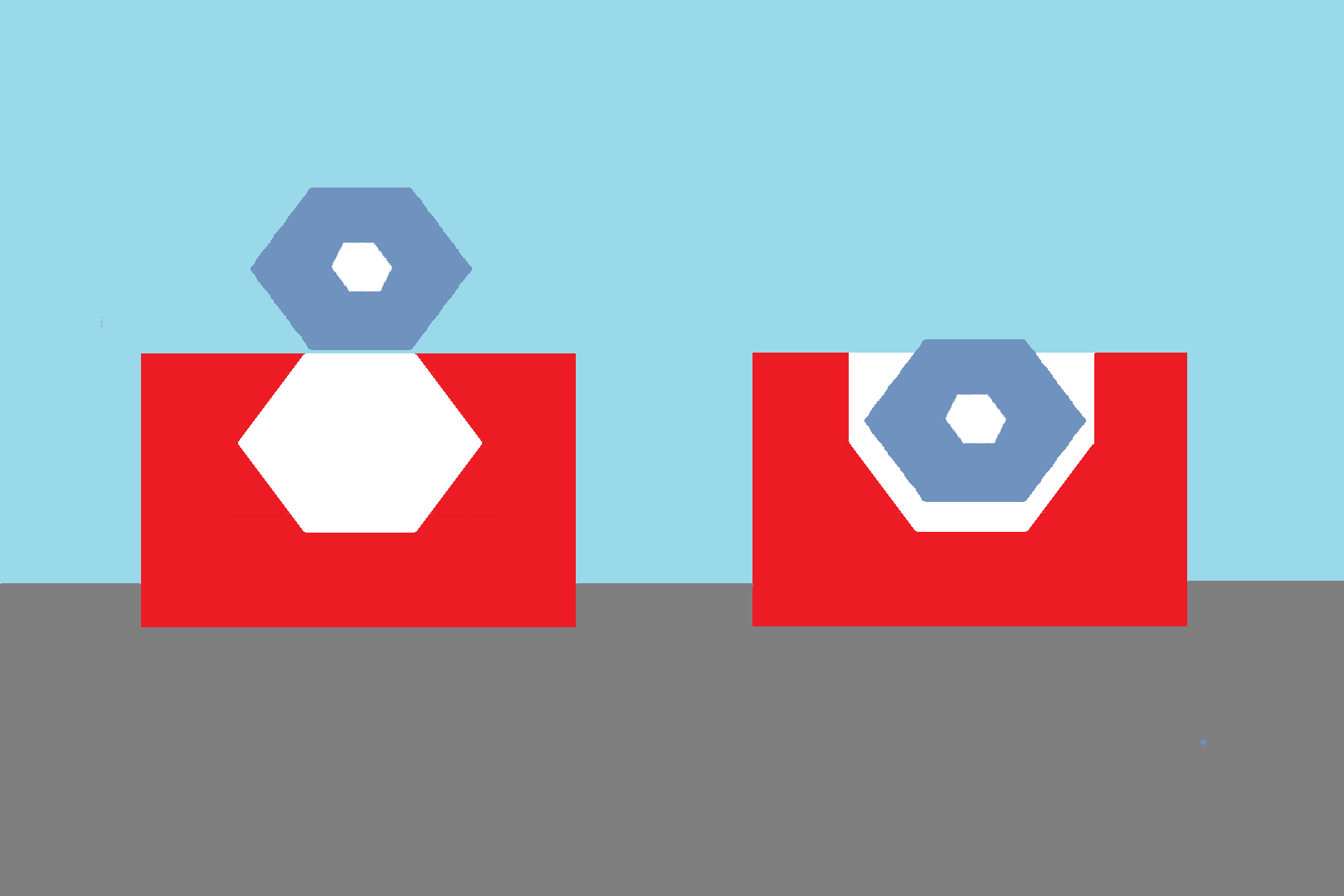
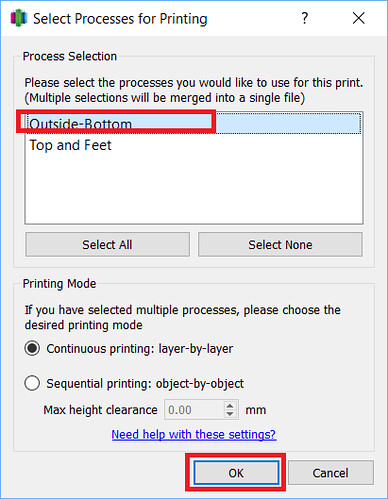
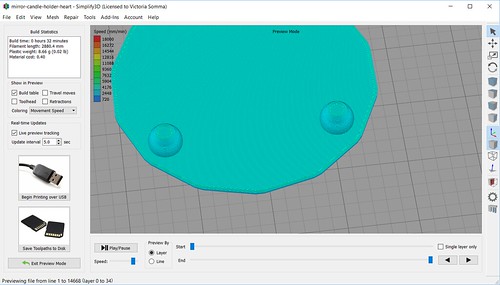
When I prepared just that process for printing, you could see how it was going to stop while I still had openings for my mirrors.
My second process was set up to run from 17.10mm on (again under the Advanced tab)
When a process begins, there are a number of things the printer typically does at the beginning such as turning on the extruder, turning on the fans, homing the axis’s, running off the side of the bed and oozing some filament. I didn’t want to do this for my second process. My axis’s are already homed, my extruder is already heated up, my filament is already flowing. All I had to do was set my printer back to Absolute mode and go. So for this second process, I went under Scripts and customized the Starting Script.
G90 ; absolute mode
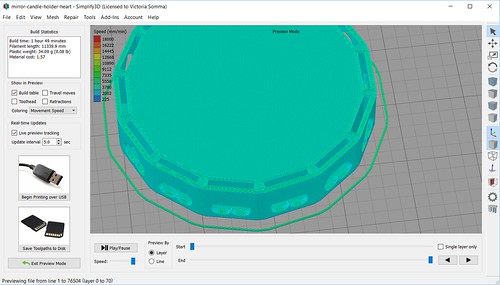
A preview of the second process, illustrates how the mirrors will get sealed in by the print.