For this video, I get to share a fun project I did for a new brewery called Heroic Aleworks! You can find them at http://www.heroicaleworks.com
The owners of Heroic Aleworks, don’t just consider themselves brewers, but nerds as well! As a great compliment to their very geeky tasting room (they even have a bathroom painted like a tardis), they have 3D Printed Tap Handles.
This is a great illustration of the “rapid product development” 3D Printing is touted for. They approached me on a Tuesday and we had working Tap Handles by Friday!
To make the tap handles functional, we embedded a standard 3/8″ nut into the print itself to screw onto the keg hardware and that’s where the project got fun!
This video talks about how thinking about the printing orientation ahead of time impacted the design, particularly with the consideration of the hole for the nut.
It also goes over my multiple processes in Simplify 3D and my custom starting and end scripts (same old, same old– very similar to what was used for embedding mirrors and the multi colored Gyro Cube).
Design Notes:
Final Dimensions for my Hole for 3/8″ Nut – 15mm x 17.8mm x 9mm
Final Dimensions for Octagon Hole for Bolt – 11mm Diameter
Custom Ending Script for my processes:
G91 ; relative mode
G1 Z100 ; lift 100mm
Custom Starting Script for Third Process
G90 ; absolute mode
Custom Starting Script for Final Process (After Color Change)
G92 E0 ; zero extruder
G1 E25 F225 ; purge nozzle
G92 E0 ; zero extruder
G90 ; absolute mode
My son is named Sagan, after Carl Sagan. Over here in the U.S., that’s a unique name. As a result, he won’t be going into gas stations or souvenir shops and finding mass produced keychains and trinkets with his name on it.
Luckily, I have the MakerGear M2. I am not bound to get what someone else has decided to design and make. I can make it myself!
In my son’s pre-K class, a vast majority of the students are in the same boat– most of them have unique names. This seemed like a great use for the flexibility of a 3D Printer.
The Design
The design is not especially ground breaking. Hey, it’s a little heart pendant/medallion with a name on it. I printed most of it in ColorFabb Traffic Red PLA/PHA (duh) and then the detailing and the name are in GlowFill. One thing I have noticed with my kids is they LOVE glowing things. They love taking it into the bathroom and turning off the lights to see it glow.
Modeling – Blender
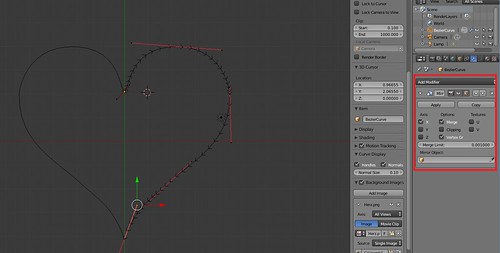
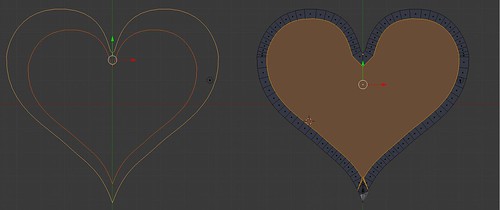
The base model I did in Blender. I started with a Bezier Curve. I used the Mirror modifier to make it symmetrical.
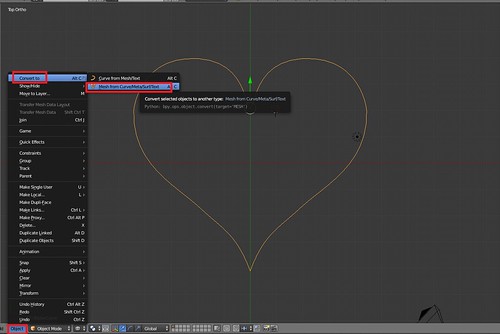
I converted the curve to a Mesh.
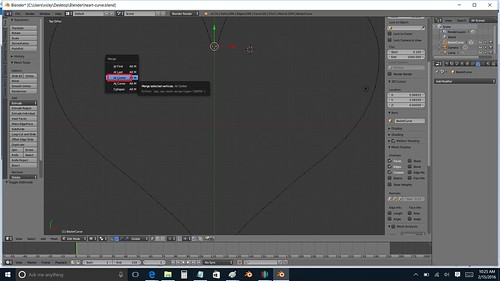
I did a little cleanup of the Vertices, by Merging a couple of oddly mirrored vertices to the center.
The detailing of my design, I wanted an outline of a heart in GlowFill. I’ve worked with hearts in the past and I knew that just scaling another heart down wasn’t going to do the trick. Inset is key to that! Scaling Versus Inset – Inset Will Give You Consistent Widths
I did an Inset of my face and did some manual cleanup of the vertices.
After that, it was just straight Extrusion to the heights I wanted.
The hook was just a cylinder subtracted from another cylinder (courtesy of the Boolean Modifier). I decided to keep the hook separate in case anyone wanted to print just straight up hearts.
At the end of my Blender session– I had two .STL files — my heart and my hook to make it a medallion.
Modeling – OpenSCAD
Although I had experimented with Python scripting for Blender roughly a year ago, OpenSCAD seemed easier and quicker for me. There is an Import command in OpenSCAD where you can pull in STL files. I went ahead and brought my Blender STL files into my OpenSCAD project and set a variable name for the “Child’s Name”. I was then able to rapidly run through and create 17 models for all my son’s classmates.
Slicing and Printing – Simplify3D and MakerGear M2
I printed on my trusty MakerGear M2. Since I have a single extruder machine, I used Simplify3D to set up two processes to print my heart:
GlowFill
From 1.1 – 1.7mm, I printed in ColorFabb GlowFill. I printed those in 0.10mm heights. Usually I have found with detailing 3 or 4 layers were sufficient. In this case, because the GlowFill was a little translucent, going up to 6 and 7 layers made sure the text appeared more crisp and white. (It also gave me a little more leeway to recover if an edge came unstuck from the build plate).
Quick Tip
And a quick tip. Sometimes parenting is harder than 3D Printing. When I printed my first batch of hearts, I was quite pleased. I showed my son and was ready for a positive response. It did not go well. I..uh… I kinda didn’t include his name in the first batch of hearts. He can read and he was quite miffed when he did not see his name. Luckily, I started an emergency print and was able to get back on his good side. But you can avoid such drama. Make sure to print your kids’ in the first batch. : )
On Thingiverse!
If you covet a heart for Valentine’s Day or a special occasion, I was able to make a Customizer on Thingiverse. Feel free to make your own.
Going for the Craft Fair
My town has an annual craft fair every September and June. After much discussion with my husband, we decided we are going to try to do the fair’s very first 3D Printed booth this year. If anything, we will be testing the waters for future 3D printing vendors. I applied for an official business license with my town. Yikes! : )
My prints today were some items in preparation for the faire– orioles, coasters, monarch butterflies.
Process Improvement
I did improve my bird printing process. Previously, I was printing all the birds at 0.10 layers. This allowed me to get more layers in of colors so they filled in better, but keeping the overall detail small.
Well I realized the backing of the bird didn’t need to be that short. In Simplify3D, I added an additional process where I printed the bottom of my birds at 0.2mm layers and then decreased down to 0.10 when I got to my color switches.
The result– it’s now quite fast to produce out a full bed of birds!
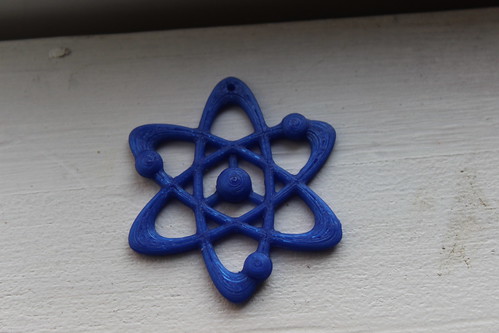
Science-Themed Pendant by Rosie Campbell
I did also try out the Science Themed Pendant by Rosie Campbell. It’s lovely and licensed Creative Commons (with commercial use). I like it, I’m satisfied with the print. I can see myself wearing it.
But…
Man, that hole is awfully small. It could be done— but you might need one of those needle threaders to do it.
So I’m not much of a shopper. I rarely buy clothes. I’m typically at the mercy of whatever garments various relatives give me as gifts. Luckily, I have found they tend to have better taste than I. All my nice clothes come from other people.
When I started 3D modeling and 3D printing, there was a bit of a paradigm shift. Suddenly I had things I coveted– prints from Shapeways… of my own design. And now that we have the MakerGear M2, there is a new phylum of purchases in the mix.
Filament.
I’m really into filament at the moment. At the National Maker Faire, I was helping out the Shapeways booth and it just so happened Printed Solid was nearby with the bronzeFill I had been coveting…on sale…with no shipping fees. I bought it, just in time to print a bust of my father-in-law for Father’s Day. I was instantly in love with the material.
Well now I wanted MORE colors for the ideas brewing in my head. And as luck would have it, Printed Solid had a big sale to celebrate their new website. Well I couldn’t just let that pass me by. “Oh I’ll just order one,” I thought to myself. I decided to get the GlowFill my son and I had tried out the week before. Just like bronzeFill. Instant love.
I placed an order for GlowFill. And then like five minutes later, I placed another order. That’s how fast I found more things (4 more things to be exact) that I coveted. That shipment has arrived, but I still yearn for NinjaFlex, WoodFill, a wider nozzle to better work with WoodFill, hdGlass, green PLA, purple PLA, on and on.
The comedian Amy Schumer aptly described how she eats popcorn— the progression from “oh, I’ll just have a little” to “Gah!” and shoveling it in your mouth en masse.
Amateur Hour
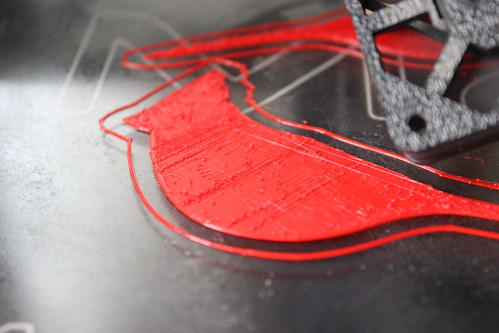
My morning print could be aptly described as “amateur hour”. I decided to make another stab at my two color cardinal. I had a busy workday, so the print wasn’t my top priority and I did note my filament had come uncoiled as I put it on the machine, but I didn’t think much of it. I got the print started, confirmed the first layer was going well and then I directed my attention to some programming projects.
All of a sudden I noticed the infill of the cardinal, which is usually quite smooth, was very much NOT so.
It was shortly there after, I noticed that all those loose coils had worked themselves in a nice, extruding-thwarting, knot.
I was able to undo the knot and the print resumed. Now, I have seen first hand how the quality and quantity of the infill can impact your top layer.
I was printing at 0.10 mm layers and at this point, I knew I had enough layers for my bird to recover. I felt that he would still end up with a smooth body and head. And I was right! Sure enough, layer by layer, the surface smoothed out and was looking rather fine.
But then…. ANOTHER KNOT.
Seriously! I let the exact same thing happen AGAIN. You would never guess that I spent 10 years working on Quality Control Software. You would never guess that I have heard of phrases like “corrective and preventative action”. : )
Anyway, at that point, I was just two layers away from one of my visible surfaces. I knew the bird would not recover.
But I let the print continue.
Failures in life (and 3D Printing) can also be “Learning Opportunities”. In this case, I wanted to see how my wing detail later in the print would look. It didn’t matter how shabby the rest of the bird looked. I would still be able to assess whether my “peeks of black” were going to be effective in the wing. The overall print would be a fail, but I would still gain some knowledge.
Experiments with Wing Detail
Later in the afternoon, I decided to give the cardinal another whirl. This time I made sure I wasn’t sloppy with my filament. And to keep the learning going with the print, I decided to play with the print lines in the wing.
I remembered seeing the “Owliver Belt Buckle” by Shapeways Designer Michael Mueller in Grey Polished Steel a while back. One of the things that really struck me about the design is how amazingly the print lines added to the feather effect.
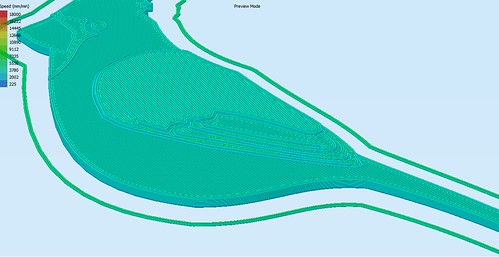
Although I was working in plastic, it occurred to me that perhaps my feather detail could also benefit from some changes in the print lines. Perhaps instead of the straight lines on the wing, something like concentric lines that followed the contour of the feather/wing would look nice. But I wanted to keep the body-as in. I wanted to keep the diagonal straight lines there.
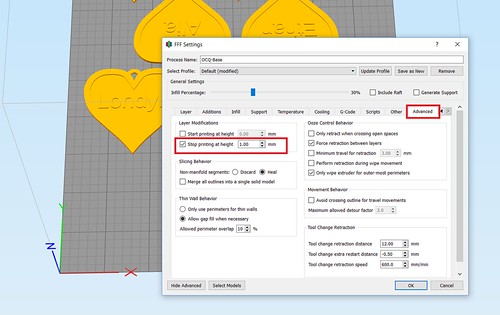
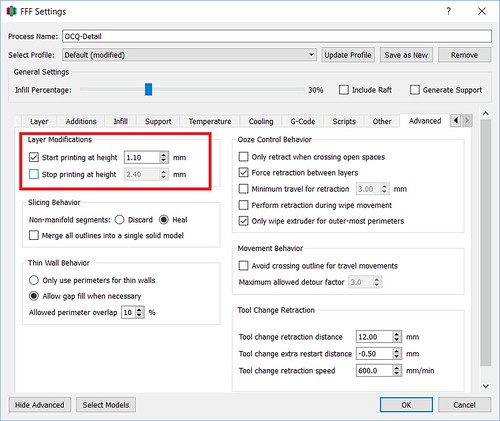
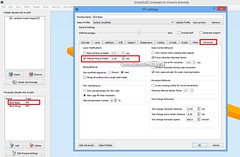
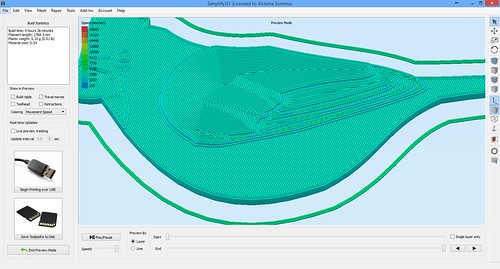
Quick synopsis – You use the Cross Section View to determine the actual height of where you want to make setting changes. Then you set up multiple processes (aka Settings). In the Advanced tab you can define the scope of the settings– where they should begin and end.
Quick note– I didn’t test it out in Simplify3d v3.0.0, but in v2.2.2 I had to be careful to turn my fan on for the first layer in my second batch of settings (because it isn’t actually a first layer– it just thinks it is)
Another multiprocess note- I have seen a bug with these multi-processes and rafts. I have not tested to see if it is corrected in v3.0.0
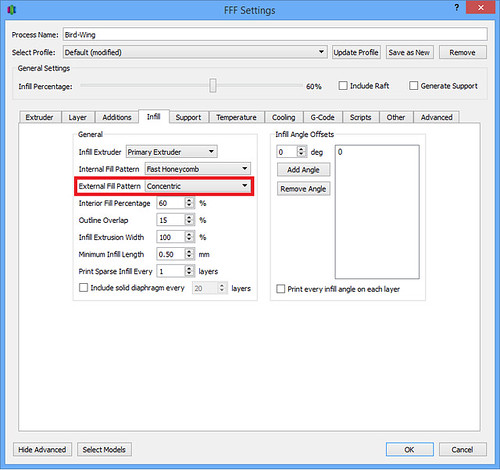
With my wing settings, under the Infill tab, I changed my External Fill Pattern to Concentric.
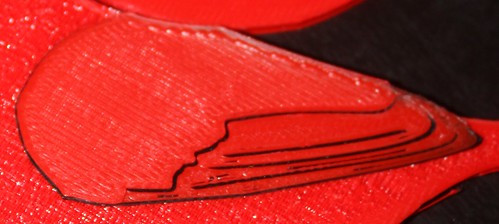
When the print was done, I was able to decide which External Fill Pattern I liked best in the wing.
Rectilinear
Concentric
Conclusion: The original! I liked the original rectilinear better. Does that mean I wasted my time? Nah… at least now I know*. : )
*I’m paraphrasing Barnacules Nerdgasm here (from his BronzeFill polishing experiments).
M2 Lubrication
Today I did something scary (for me). My comfort level is more in the modeling and the software side, but the MakerGear M2 was due for some monthly maintenance. According to the documentation I received with the printer, I needed to:
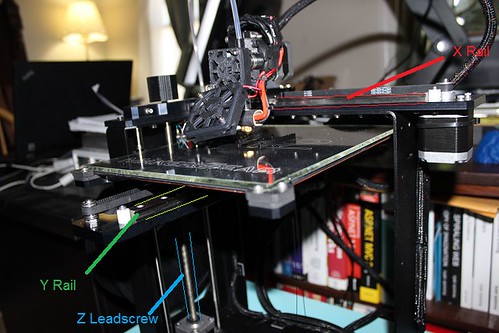
Clean the X and Y linear rails, and the Z leadscrew, of grease, then apply a fresh coat to each – a dot of white lithium grease in each of the long grooves on the X and Y rails, and a dot in four consecutive troughs of the Z leadscrew; once applied, move that axis through its full travel multiple times to spread the grease.
Okay. So first step. I needed to confirm what I thought was the X and Y rails and the Z leadscrew was accurate. With that, I did some poking in the M2 Assembly Instructions. My conclusion seemed accurate (I’m happy to consider evidence to the contrary).
The M2 What’s in the Box manual that shipped with my printer helpfully had pictures of the Lithium Grease and the Applicator, so I knew exactly what supplies to use.
I did my dabbing.
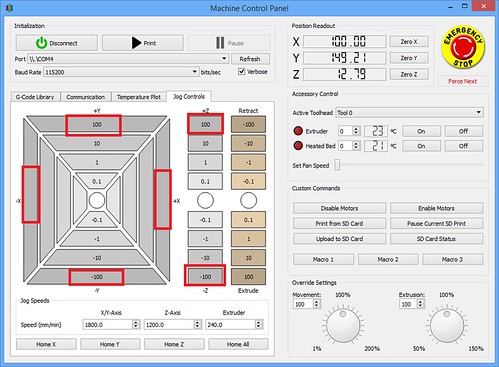
Then I opened my Simplify3D, went to Tools->Machine Control Panel and then clicked on the Jog Controls tab. I used the various X, Y, and Z movements to move the printer around to spread the grease.
It turned out to be pretty easy and not very scary at all.
Cardinal Progress
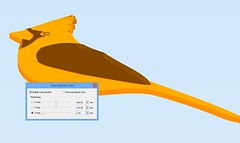
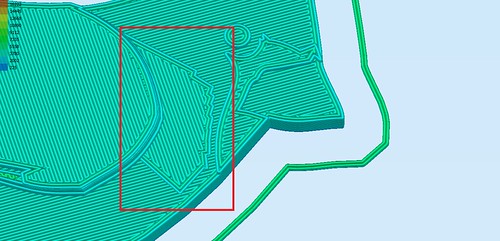
I did a test run of my two-color Cardinal. With a item like this, the point of focus is going to be on the top, so when I slice in Simplify3d, I give some scrutiny to the my top level (As opposed to say a 3D scan of a person– there the top of the object isn’t the center of focus). I noted with my cardinal there was an oddity in the top.
Even though that section was going to be all red, I didn’t want that odd texture in the mix. I wanted a nice, smooth surface for viewing pleasure. I’ve seen this issue before and I knew what I was up against– I didn’t have a completely flat surface where I wanted one.
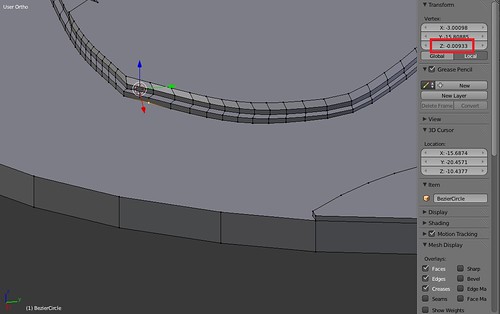
I opened my modeling software back up (Blender) and the issue was I had a number of vertices that weren’t exactly the same as the others of that level. In the example below -0.00933 instead of 0. This caused the surface to not be exactly flat and when it came to slicing time, the printer has to translate that into layers. To adjust for the non-flat surface, part of the cardinal’s chest did not go as high as everything else.
I adjusted my vertices to make them exact and make a nice flat surface. When I sliced again you can see the difference.
My test print is coming along. The cardinal is cute, though this doesn’t represent my vision. He’s supposed to have red on his wing with just snippets of black poking through. I had a lapse of concentration during the last filament change to red and ended up mucking up the exchange by going the wrong way on the Z axis.
The Chickadee and His Friend
Live and learn! Tomorrow is another day and another print. : )