This video goes over an obscure scenario — a situation where you are using multi-processes in Simplify3D (as separate prints) and you want to use a raft.
02:25 – The challenge with rafts and multi-processes as separate prints 04:00 – Determining the height of your raft 07:07 – Raising the object to accommodate the raft 09:28 – Optional spot checking
If this rare situation applies to you, I hope this video helps. Thank you for watching!
Tis the season for 3D Printed Ornaments! In this video, I’ll go over some techniques and approaches I have used in my ornaments to hang and balance them.
Hanging 0:43 – Poke a Hole in the Piece for a Ribbon or Hook 1:18 – Glue Two Mirrored Pieces Together 2:31 – Include Your Own 3D Printed Clasp into the Design 3:35 – Embed Split/Jump Rings into your Design Balancing 5:14 – Using Blender for Guidance on the Center of Gravity 6:54 – Adding a Symmetrical Base 7:16 – Adding a Hidden Counterweight
My latest upcycling 3D Printing project is a Turkey Centerpiece feature 24 of my mother’s wine corks. This is my first model uploaded to Prusa Printers! https://www.prusaprinters.org/prints/…
3:53 – Slicing Snippet (with Cura) – Don’t forget the hypotenuse of a triangle is greater than its parts. Practical application – try rotate for fitting larger parts. 4:57 – Blender Bit – By default Blender rotates around an object’s origin (usually the center of mass). You can change either your object’s origin or the pivot point to better control your rotations.
When printing the head, this is where I do my color switches: 0 – 25mm – Brown (in 0.25 mm layers) 25 – 25.40 – White (in 0.10mm layers) 25.40 – 25.80 – Black (in 0.10 mm layers) 25.80 – 26.20 – Orange (in 0.10 layers) 26.20 – End – Burgundy (in 0.10 layers)
Well now, that was a surprise. I started getting some unexpected Twitter and Facebook notifications. I was surprised to find I was highlighted by Simplify3D for their Print of the Week.
This week's Print of the Week goes to user @TGAW for this huge multicolor print using a single extruder and multiple processes! #S3DPOTWpic.twitter.com/fiSdN3IwtZ
This five color print is for a friend in Crookston, Minnesota. I, of course, use my beloved Simplify3D Multiple Processes. I believe it is my largest multi-colored print– it took up the whole bed of the MakerGear M2.
I’m glad Simplify3D enjoyed the print. I hope my friend does as well!!! 🙂
One of my Maker Faire Nova experiments was filing prints with sand. I am still new to the process, but already had a few tips to pass along.
And since it has been a while since I went into detail about multiple processes in SImplify3D, I decided to do a tour of my slicing settings of the two prints.
Ending Script of my First Print of the Ribbon:
G91 ; relative mode
G1 Z10 ; lift 10mm
G1 X30; move over 30mm
Starting Script of my Second Print to Finish the Ribbon:
G90 ; absolute mode
Not a project or video of mine, but I just love this example of an embedded object by RJ Make. He shows us how to extra Magnetron Tubes and then uses Simplify 3D to embed it in a print.
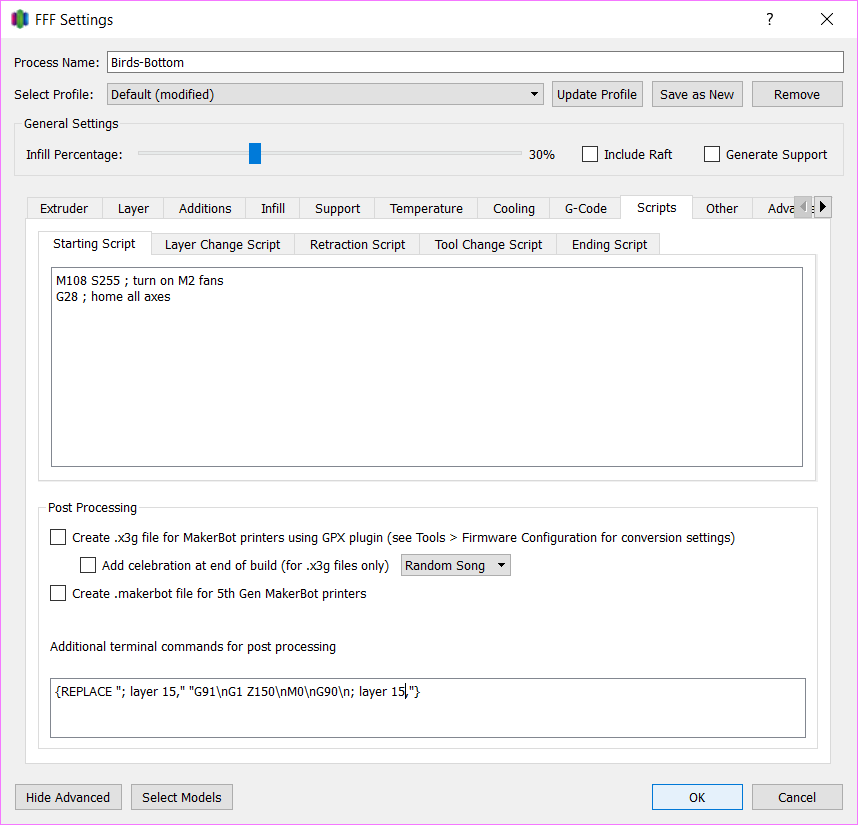
RJ uses a different Simplify 3D technique than I do. I tend to rely on Multiple Processes with custom Starting and Ending Scripts. RJ takes advantage of another section of that Scripts tab. In the Additional terminal commands for post processing, you can set up special code that runs against the G-Code Simplify3D makes to print your object.
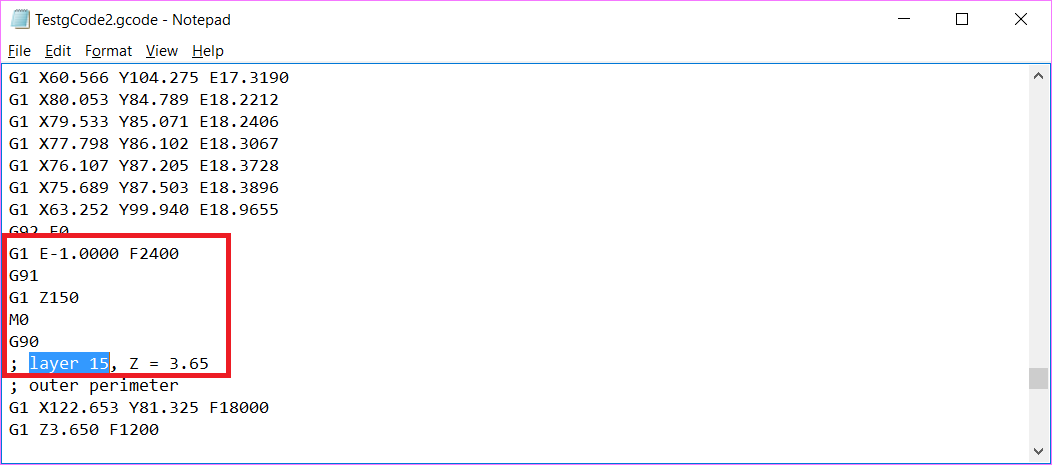
If you pull up your G-Codeinto a text editor like Notepad, you can see that each layer is prefixed with a comment in the G-Code. In the screenshot below, the text “; layer 15,” indicates the very start of my Layer #15.
This gives you a nice place mark and opportunity to do a search and replace . You use \n for your Carriage Returns. Other than that, everything is normal G-Code.
In RJ’s case, he told Simplify 3D to find the spot in his gCode where Layer 54 is about to begin and he replaced it with:
G91 (putting the machine in relative mode)
G1 Z150 (telling the machine to move the nozzle up 150mm
M0 (the pause command for RJ’s printer)
G90 (putting the nozzle back into absolute mode so it has its bearings when RJ resumes the print).
I tried it out in my Simplify 3D (for a much smaller print at Layer 15)
Simplify 3D compiled the G-Code and ran the Search and Replace, so the additional commands were at the very right spot, right before my Layer 15.
One thing that intrigues me about this technique is what I call my “sealing” layers, the layers that will be sealing my object in. Often these are the very first layer of a brand new process, so they are picking up my First Layer Settings (which I do adjust accordingly). When you use this technique, the sealing layer would be picking up the bridging settings.
At the time of publishing this video, I have about 8 days left until Maker Faire Nova on March 19, 2017. More information about the event and tickets can be purchased at http://nova.makerfaire.com/
For my third time participating, I am focusing on 3D prints with embedded elements. With the help of my MakerGear M2, the Wanhao Duplicator i3, and my ever trusty Simplify3D, here’s what I got brewing:
For this video, I get to share a fun project I did for a new brewery called Heroic Aleworks! You can find them at http://www.heroicaleworks.com
The owners of Heroic Aleworks, don’t just consider themselves brewers, but nerds as well! As a great compliment to their very geeky tasting room (they even have a bathroom painted like a tardis), they have 3D Printed Tap Handles.
This is a great illustration of the “rapid product development” 3D Printing is touted for. They approached me on a Tuesday and we had working Tap Handles by Friday!
To make the tap handles functional, we embedded a standard 3/8″ nut into the print itself to screw onto the keg hardware and that’s where the project got fun!
This video talks about how thinking about the printing orientation ahead of time impacted the design, particularly with the consideration of the hole for the nut.
It also goes over my multiple processes in Simplify 3D and my custom starting and end scripts (same old, same old– very similar to what was used for embedding mirrors and the multi colored Gyro Cube).
Design Notes:
Final Dimensions for my Hole for 3/8″ Nut – 15mm x 17.8mm x 9mm
Final Dimensions for Octagon Hole for Bolt – 11mm Diameter
Custom Ending Script for my processes:
G91 ; relative mode
G1 Z100 ; lift 100mm
Custom Starting Script for Third Process
G90 ; absolute mode
Custom Starting Script for Final Process (After Color Change)
G92 E0 ; zero extruder
G1 E25 F225 ; purge nozzle
G92 E0 ; zero extruder
G90 ; absolute mode
When we are pushing the limits, we are going to encounter fails. But through failure comes knowledge and at times, it even brings about extra creativity. On that note, I hope 2017 brings you many fails!
In December, I did a last minute contribution to the A Pyro Design Maker Coin Holiday Tree. In my coin, I wanted to celebrate the failures that comes along with learning 3D Printing. I call it, “From Failure Comes Knowledge“. This video details the inspirations behind the coin, a little taste of the modeling in Blender, and the [embarrassing] two fails I had printing it.
My very first Thingiverse upload was glowing pumpkin pendants/pins for kids. This video hits briefly on how I print these via Multi-processes in Simplify3D (Spoiler alert – they are three separate prints). It will also show you how you can import in the pendant template into TinkerCAD and quickly make your own customizations. Finally, have a drawing you want to use? I’ll go over using Inkscape to make a SVG file from a black and white image/photo/scan that you can also pull into TinkerCAD to “carve” your pumpkin.